
يتعامل هذا المشروع مع التحكم في سرعة نظام تعبئة الزجاجات ومراقبتها بمزيد من الكفاءة والجودة وكمية الإنتاج وتوفير المزيد من المرونة للنظام أو المصنع. في وقت سابق من هذا النظام ، استخدم المرحل الكهروميكانيكي لهذا الغرض ولكن عيب هذا هو التصميم المعقد والمرونة الأقل والجودة المنخفضة وعدم التشغيل الآلي بالكامل. والسيطرة على النبات صعبة للغاية. لكننا الآن نستخدم PLC لمنح الأتمتة للآلة واستخدام SCADA للتحكم في العملية برمتها ومراقبتها. في العديد من الصناعات ، يعد هذا ضروريًا لتحقيق هدفهم. على سبيل المثال ، إذا كانت أي صناعة لديها معدل إنتاج 20 زجاجة في الدقيقة ولكن الطلب على إنتاجها زاد فجأة إلى 100 زجاجة في الدقيقة مما تريد زيادة إنتاجيتها ، فيمكن بسهولة تطوير برنامج PLC وتحقيق الهدف على الفور دون تغيير الأجهزة.

الأجهزة المستخدمة في نظام تعبئة الزجاجات هي PLC (siemens-200) ، وأجهزة الاستشعار (القرب) ، وصمام التحكم (صمام الملف اللولبي) ، والمشغلات ، ومصدر الطاقة + 24 فولت ، و VFD (محرك التردد المتغير) ، وكابل الاتصال PPI-USB ، والتواصل مع pccable (RS-232) ، ناقلات.
شروط الخطوة:
- يتم استخدام Start and Stop PB لبدء العملية وإيقافها.
- يتم الضغط على زر البدء يبدأ الناقل في التحرك حتى يتم تشغيل مستشعر القرب.
- ثم يتم فتح صمام الملف اللولبي لمدة 5 ثوانٍ. بعد 5 ثوانٍ يجب أن يبدأ الناقل في التحرك.
- يجب أن تستمر العملية المذكورة أعلاه حتى 3 زجاجات.
- يجب أن تستمر العملية مع وقف الضغط على زر الضغط.
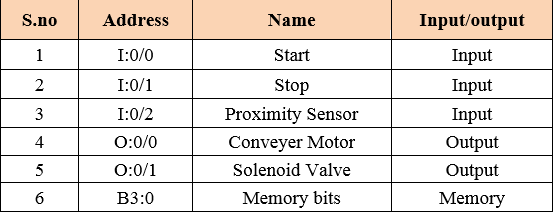
قائمة المدخلات والمخرجات
برنامج PLC

وصف البرنامج
RUNG 0000 : درجة قفل لتشغيل النظام من خلال Master Start و Stop PB.
RUNG 0001 : لتشغيل محرك ناقل ، يتم استخدام بت الذاكرة (B3: 0/1).
RUNG 0002 :لتشغيل محرك ناقل باستخدام بت ذاكرة لبدء الإغلاق PB و B3: 0/1 ، سيتم إيقاف تشغيله تلقائيًا عند تشغيل B3: 0/2 بمجرد تنشيط مستشعر القرب.
يتم توصيل المؤقت المنجز بالتوازي لتشغيل محرك الناقل مرة أخرى.
RUNG 0003: تم حفظ إخراج مستشعر القرب في بت الذاكرة لاستخدامه في الدرجة السابقة.
RUNG 0004 و Rung 0005: لتخزين حالة مستشعر القرب B3: يتم استخدام 0/3 ، يتم استخدام كتلة المقارنة لمقارنة قيمة مجمع العداد لإيقاف العملية بمجرد ملء عملية الزجاجات الثلاث.
RUNG 0006: لحساب عدد الزجاجات ، يتم إعطاء مستشعر القرب للعداد مع مجموعة قيم محددة مسبقًا على 3.
RUNG 0007: يتم إعطاء إيقاف الإدخال لإعادة تعيين العداد.